Pусский
Pусский Español
EspañolNel settore manifatturiero automobilistico, le prestazioni del stampo automatico colpisce direttamente la qualità delle parti e l'efficienza della produzione. Tra questi, il attacco di muffa è un problema tecnico comune e difficile da risolvere. Lo stampo non solo provoca difetti superficiali delle parti, influisce sull'aspetto e sulla funzione del prodotto, ma può anche causare danni da muffa e aumentare i successivi costi di manutenzione e sostituzione. Pertanto, una ricerca approfondita sulle cause del attacco della muffa e delle sue soluzioni è fondamentale per migliorare l'efficienza della produzione e la qualità del prodotto.
Le cause del attacco di muffa sono complesse e diverse, tra cui fattori come l'eccessiva rugosità della superficie dello stampo, la lubrificazione insufficiente, il controllo della temperatura improprio, la forte adesione dei materiali plastici e le impostazioni irragionevoli dei parametri del processo di stampaggio. Quando si tratta di problemi di attacco dello stampo, le soluzioni scientifiche devono essere prelevate dalla progettazione dello stampo, dalla selezione dei materiali, dal controllo del processo, dalla gestione della lubrificazione e dalla manutenzione dello stampo per garantire il regolare progresso del processo di produzione e il costante miglioramento della qualità del prodotto.
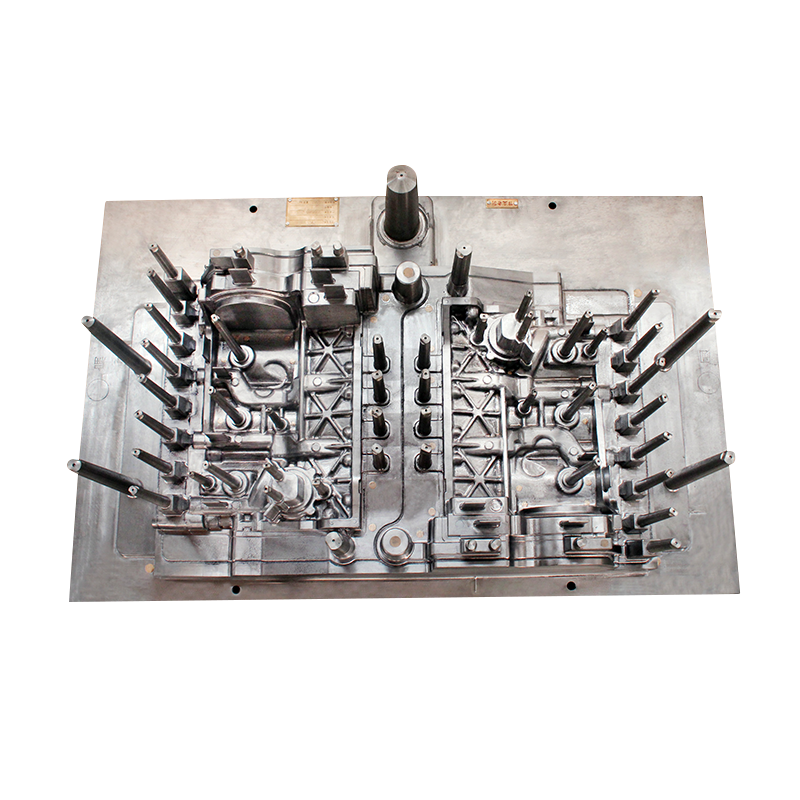
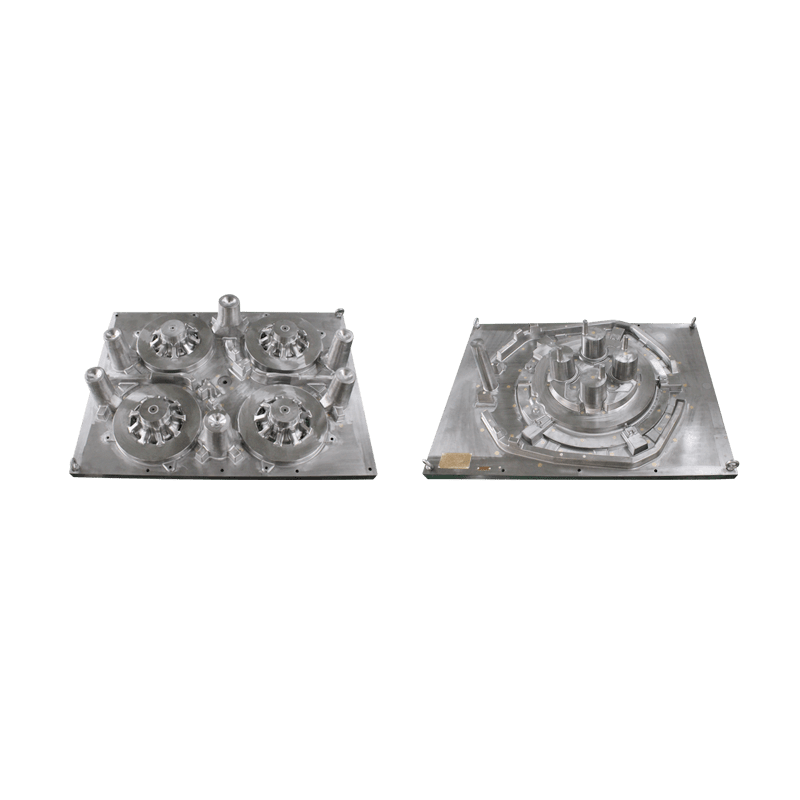
Nel processo di progettazione dello stampo, la progettazione strutturale scientifica e il trattamento della superficie sono la base per prevenire l'attaccamento dello stampo. Durante il processo di progettazione, l'area di contatto diretto tra lo stampo e il materiale plastico dovrebbe essere ridotta al minimo e dovrebbe essere adottata una ragionevole design della superficie di separazione dello stampo per garantire che la linea di divulgazione dello stampo sia liscia e non abbia angoli affilati o angoli morti, in modo da evitare l'attacco dello stampo causato dalla concentrazione di stress e dal surriscaldamento locale. Inoltre, la superficie dello stampo deve essere progettata con scanalature di scarico ragionevoli e fori di scarico per garantire che il gas possa essere scaricato senza intoppi durante il processo di stampaggio, riducendo così il problema di attaccarsi causata dalla ritenzione del gas. In termini di trattamento superficiale, la tecnologia di lucidatura di alta qualità viene utilizzata per far sì che la superficie dello stampo raggiunga un effetto specchio, riduca la rugosità superficiale e riduca quindi l'adesione tra la plastica e lo stampo. Per le aree di parti che sono soggette a attacchi, è possibile prendere in considerazione l'applicazione di uno strato di rivestimento antiento sulla superficie dello stampo o l'uso di materiali speciali antieick per ridurre ulteriormente la probabilità di adesione.
La selezione del materiale è uno dei fattori chiave per risolvere il problema di attaccare. Quando si selezionano i materiali dello stampo, i materiali in acciaio o lega di muffa con bassa adesione, la resistenza ad alta temperatura e la resistenza all'usura dovrebbero essere assegnate priorità e anche la loro conduttività termica e resistenza alla corrosione dovrebbero essere prestate attenzione. Per i materiali plastici, i lubrificanti adatti o gli agenti di rilascio devono essere selezionati in base alle caratteristiche del materiale dello stampo per garantire che abbia una lubrificazione eccellente e resistenza al calore. In applicazioni pratiche, è particolarmente importante selezionare un agente di rilascio che soddisfa i requisiti di processo. Gli agenti di rilascio di alta qualità possono formare un film sottile sulla superficie dello stampo, riducendo efficacemente il contatto diretto tra la plastica e lo stampo, riducendo così l'incidenza di attacco. Quando si utilizza, assicurati di assicurarti che l'agente di rilascio venga applicato uniformemente per evitare il rivestimento irregolare o le aree mancanti, in modo da non influenzare l'effetto deviante.
La gestione della lubrificazione è una delle misure importanti per controllare l'attacco degli stampi. Durante il processo di stampaggio a iniezione, la ragionevole applicazione di lubrificanti può ridurre significativamente il coefficiente di attrito tra lo stampo e la plastica, riducendo così il fenomeno dell'adesione. La selezione di lubrificanti dovrebbe essere basata sui requisiti specifici del materiale plastico e del processo di muffa e selezionare lubrificanti con una buona resistenza ad alta temperatura, prestazioni di lubrificazione stabili e nessun effetto sulla qualità delle parti. Il lubrificante dovrebbe essere applicato uniformemente per evitare lo spessore o la magrezza eccessivi locali per garantire la continuità e la stabilità dello strato lubrificante. Durante il processo di produzione, controllare regolarmente l'effetto del lubrificante, rifornirlo o sostituirlo in tempo per mantenere la continuità dell'effetto di lubrificazione. Inoltre, la ragionevole regolazione della temperatura, della pressione e della velocità di raffreddamento può anche ridurre efficacemente il rischio di attacco di muffa ed evitare problemi di adesione causati dal surriscaldamento o dal sovraccarico della superficie dello stampo.