Pусский
Pусский Español
Español(1) Quando la billetta estrusa viene inserita nello stampo, la billetta non deve essere raffreddata troppo rapidamente per evitare la riduzione della plasticità e l'aumento della resistenza alla deformazione; allo stesso tempo, evitare un'eccessiva differenza di temperatura tra la superficie della billetta e lo strato centrale per evitare che l'estrusione sia difettosa a causa di una deformazione irregolare o che lo stampo sia danneggiato.
(2) Ridurre la differenza di temperatura tra lo stampo e il pezzo grezzo ed evitare il rapido aumento della temperatura della superficie dello stampo, che causerà una differenza di temperatura interna dello stampo troppo grande e genererà una grande sollecitazione interna, in modo da ridurre il rischio di danni allo stampo quando è in funzione.
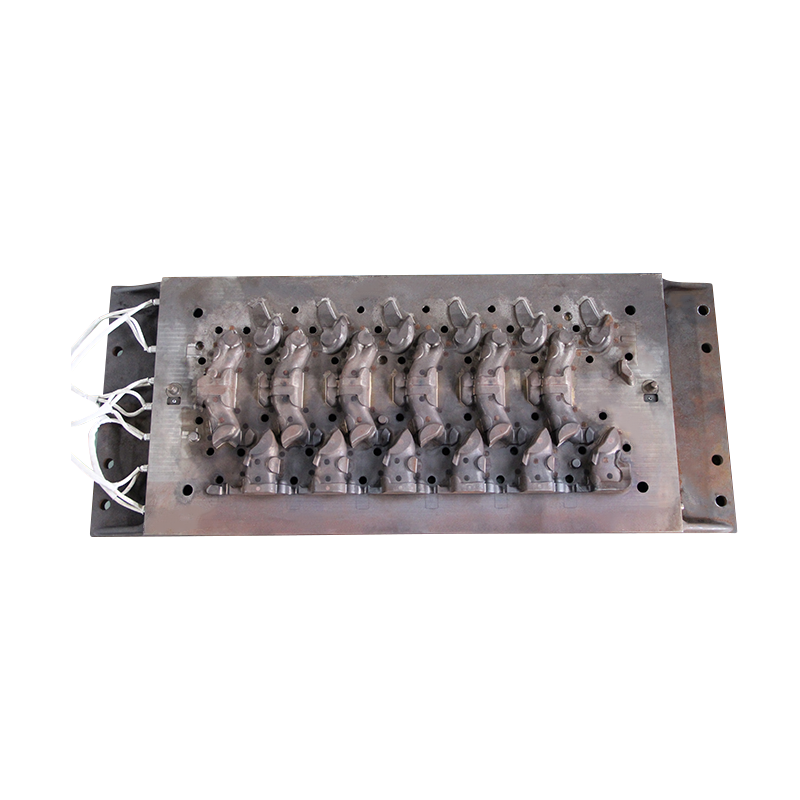
Il metodo specifico di preriscaldamento dello stampo consiste nell'installare uno speciale preriscaldatore di resistenza sullo stampo, oppure utilizzare una fiamma ossidrica o posizionare un blocco di ferro rosso sullo stampo per il preriscaldamento. La temperatura di preriscaldamento dipende dalla temperatura del grezzo di estrusione.
Inoltre, nel processo di produzione continuo dello stampo, a causa del contatto a lungo termine con la billetta che è superiore alla sua stessa temperatura, la temperatura degli stampi convessi e concavi continua a salire e la resistenza e la durezza diminuiscono drasticamente, che influisce sulla vita dello stampo. Allo stesso tempo, sotto l'azione di elevate sollecitazioni di estrusione, lo stampo dopo l'aumento della temperatura è più soggetto a deformazioni, il che influisce seriamente sulla forma e sulla precisione dimensionale della parte estrusa. Pertanto, nella struttura dello stampo, è necessario considerare l'installazione di un dispositivo di raffreddamento o l'utilizzo continuo di metodi di raffreddamento manuale per mantenere la temperatura dello stampo nell'intervallo 150-300°C.
Nella produzione di piccoli lotti, l'aria compressa può essere utilizzata per raffreddare parti in lavorazione come stampi convessi e concavi dopo ogni formatura o aumentare l'intervallo di tempo della formatura a caldo.
Nella produzione su larga scala, è necessario adottare misure speciali per garantire che la temperatura dello stampo sia stabile all'interno dell'intervallo di temperatura di preriscaldamento. Le quattro misure specifiche sono le seguenti.
(1) Quando si utilizza una pressa meccanica per la produzione continua, il numero di corse per unità di tempo può essere regolato in modo appropriato per garantire che vi sia tempo sufficiente per raffreddare lo stampo.
(2) Aprire i fori nello stampo per migliorare il raffreddamento interno. Ad esempio, utilizzare una pompa per guidare un lubrificante con una pressione di 0,12~0,14 MPa nei pori dello stampo per l'espirazione per raffreddare lo stampo convesso e soffiare una pressione di 0,4~0,5 MPa nello stampo concavo. Aria compressa per il raffreddamento della matrice e dell'espulsore.
(3) Per il raffreddamento a spruzzo dello stampo, la considerazione principale è la posizione in cui il lubrificante non può fluire a causa della rapida evaporazione dell'acqua.
(4) Lo stampo è dotato di un dispositivo di raffreddamento ad acqua.