Pусский
Pусский Español
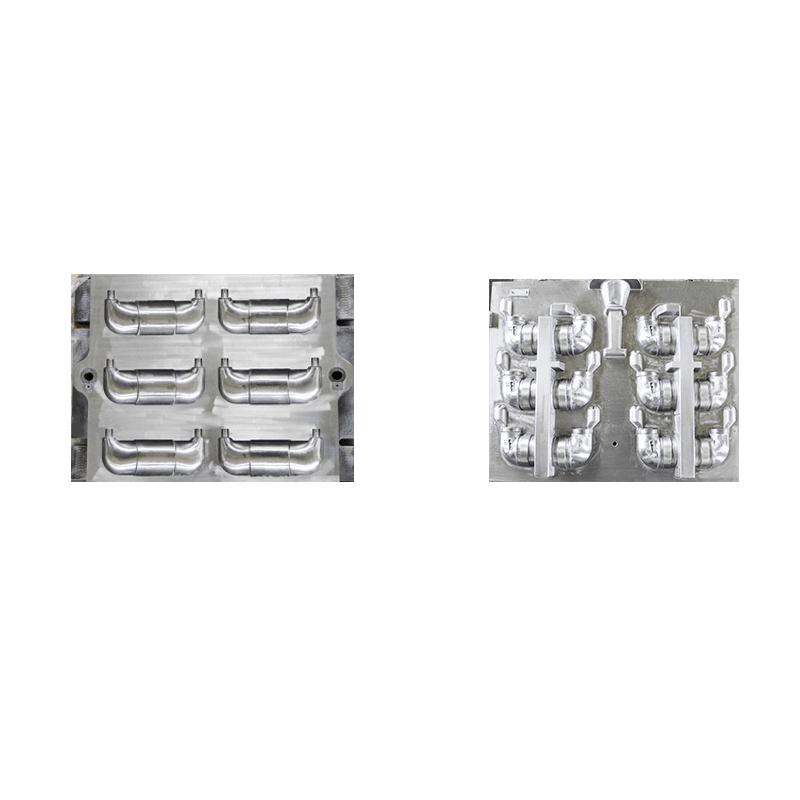
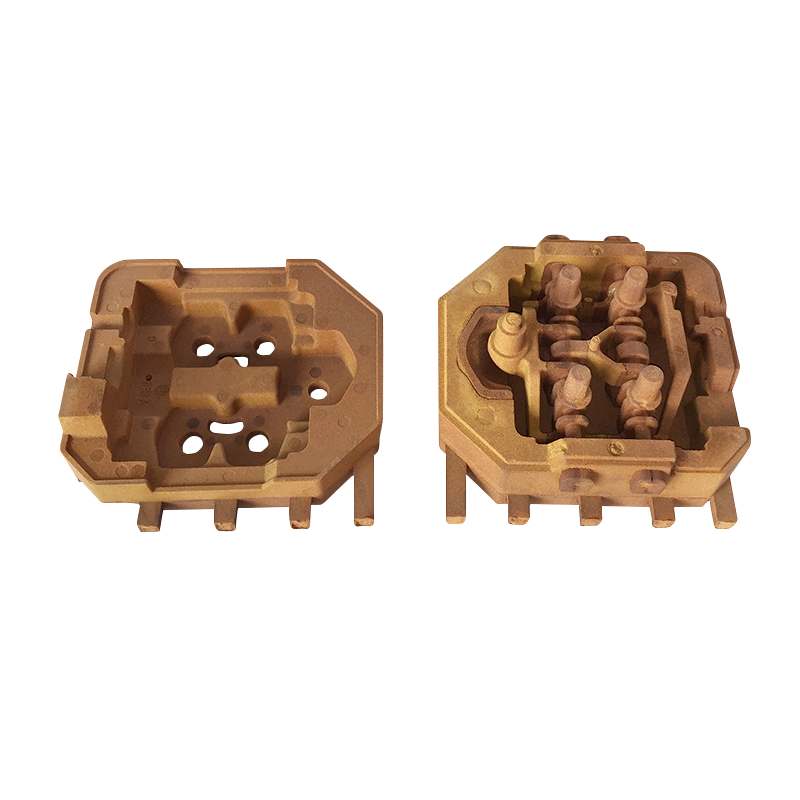
EspañolPer l'ispezione visiva o il rilevamento dei difetti dopo la dissezione, gli stomi hanno una superficie liscia e una forma circolare.
Cause:
1. La direzione di introduzione dell'alluminio fuso è irragionevole o la velocità del flusso del metallo fuso è troppo elevata, con conseguente getto;
2. Ostruzione prematura del condotto di scarico o della parete d'urto frontale a formare un vortice che avviluppa l'aria, tali pori spesso producono scarse zone di scarico o cavità profonde;
3. Poiché la carica non è pulita o la temperatura di fusione è troppo alta, non viene rimosso più gas nel metallo fuso e la precipitazione non può essere completamente scaricata durante la solidificazione;
4. L'agente distaccante ha una grande quantità di gas o viene utilizzato troppo e non viene versato prima di versare in modo che il gas sia coinvolto nella colata e i pori siano per lo più di superficie grigio scuro;
5. Il punto di commutazione ad alta velocità è errato, la pressione è troppo bassa e l'apertura del flusso è troppo piccola.
Misure di miglioramento (premessa: nessun materiale volante durante l'iniezione)
1. Utilizzare una carica pulita, controllare la temperatura di fusione ed eseguire il trattamento di degasaggio;
2. Selezionare parametri di processo ragionevoli, velocità di iniezione, punto di commutazione ad alta velocità, pressione di accumulo di energia, forza di iniezione, apertura del flusso, ecc.;
3. Guidare l'equilibrio del liquido metallico, riempire la cavità in modo ordinato e facilitare lo scarico del gas. È necessario migliorare il corridore;
4. La fessura di scarico e la fessura di troppopieno devono avere una capacità di scarico sufficiente e, se necessario, aumentare o allargare il sacco delle scorie e la fessura di scarico;
5. Selezionare un distaccante con una piccola quantità d'aria e controllare il volume d'aria.
Ritiro
1. Rilevamento anatomico o dei difetti, la cavità è di forma irregolare, non liscia e la superficie è scura.
2. I pori da ritiro grandi e concentrati sono piccoli e sparsi come porosità da ritiro.
Cause:
1. Durante il processo di solidificazione del getto, a causa del ritiro, il metallo liquido non può essere compensato, con conseguenti cavità;
2. La temperatura di colata è troppo alta e la distribuzione del gradiente di temperatura dello stampo è irragionevole;
3. Il rapporto di iniezione è basso e la pressione di sovralimentazione è troppo bassa;
4. Il cancello interno è sottile, l'area è troppo piccola e si solidifica prematuramente, il che non favorisce la trasmissione della pressione e l'alimentazione del metallo liquido;
5. Ci sono punti caldi sulla struttura della colata o l'area della sezione trasversale cambia drasticamente;
6. La quantità di metallo fuso versata è troppo piccola e il materiale rimanente è troppo sottile, quindi non è possibile ottenere l'effetto di alimentazione.
misure di miglioramento
1. Ridurre la temperatura di colata e ridurre il restringimento;
2. Aumentare la pressione specifica di iniezione e aumentare la pressione per migliorare la compattezza;
3. Modificare il cancello interno per migliorare il trasferimento della pressione, il che è vantaggioso per l'effetto di alimentazione del metallo liquido;
4. Modificare la struttura del getto, eliminare la parte di accumulo del getto e uniformare il più possibile lo spessore della parete;
5. Accelerare il raffreddamento di parti spesse e grandi;
6. Addensare la maniglia per aumentare l'effetto di alimentazione.
Buco delle scorie
Ci sono particelle metalliche e non metalliche nella pressofusione che sono diverse dai propri materiali e le loro posizioni non sono fisse. Non sono facili da trovare durante l'ispezione a raggi X e possono essere visti solo sulla superficie lavorata.
Cause:
1. Scorie di miscelazione:
1) Caduta del rivestimento del forno fusorio, del pacco di trasferimento e del forno di attesa;
2) Dopo l'affinamento nel forno fusorio, la rimozione delle scorie non è completa prima che il forno venga rilasciato;
3) La schiuma superficiale non viene rimossa dopo il degasaggio nel pacchetto di trasferimento;
4) Quando il liquido della lega viene versato nel forno di attesa, la scanalatura di deviazione non è pulita e non è filtrata;
5) Durante il versamento, la scoria fusa sulla superficie liquida del forno di attesa non viene rimossa ed entra nella camera di pressione con il cucchiaio versatore.
2. Miscela di grafite:
1) Il bordo del crogiolo di grafite si è staccato ed è entrato nella lega;
2) Troppa grafite nel distaccante.
misure di miglioramento
1. Utilizzare i seguenti metodi per evitare il più possibile che le scorie entrino nella cavità
1) Riparare la fornace o sostituire tempestivamente il rivestimento della fornace;
2) Il forno fusorio scorie per completare e pulire a tempo secondo i requisiti trattati;
3) Dopo che la sacca di trasferimento è stata degassata, la schiuma sulla superficie deve essere pulita;
4) Per garantire la pulizia della scanalatura di deviazione, è necessario installare un dispositivo filtrante all'estremità anteriore;
5) Pulire la schiuma sulla superficie liquida del forno di mantenimento. Quando raccogli il liquido della lega con un cucchiaio, raccoglilo il più possibile dalla superficie del liquido;