Pусский
Pусский Español
EspañolVa precisato che oltre alla "cavitazione", esistono altri motivi di "vaiolatura" che si forma sulla superficie dei pressofusi in lega di alluminio, quali: la superficie dello stampo non è completamente levigata dopo l'elettroerosione, oppure la superficie dello stampo è troppo brillante, ciò rende l'agente distaccante incapace di formare un buon film protettivo sulla superficie dello stampo, con conseguente erosione puntiforme e adesione dello stampo sulla superficie dello stampo. Tuttavia, le fossette prodotte dall'"erosione da cavitazione" sulla superficie dello stampo hanno una forma diversa da tali difetti, ed è necessaria un'esperienza sufficiente per esprimere un giudizio corretto.
Cause di erosione da cavitazione nella pressofusione di leghe di alluminio
La pressofusione della lega di alluminio consiste nell'iniettare la lega di alluminio liquida nell'intera cavità dello stampo ad alta velocità mediante un punzone per ottenere il prodotto desiderato. Durante il flusso di alluminio fuso, deve passare attraverso il corridore per raggiungere il cancello interno e quindi spruzzare nella cavità dello stampo. Il canale dello stampo è l'unico percorso per il flusso dell'alluminio fuso. Il principio di progettazione è che l'area della sezione trasversale del corridore dovrebbe essere in uno stato di restringimento, in modo che l'aria nel corridore possa essere scaricata all'estremità anteriore dell'alluminio fuso durante il flusso dell'alluminio fuso.
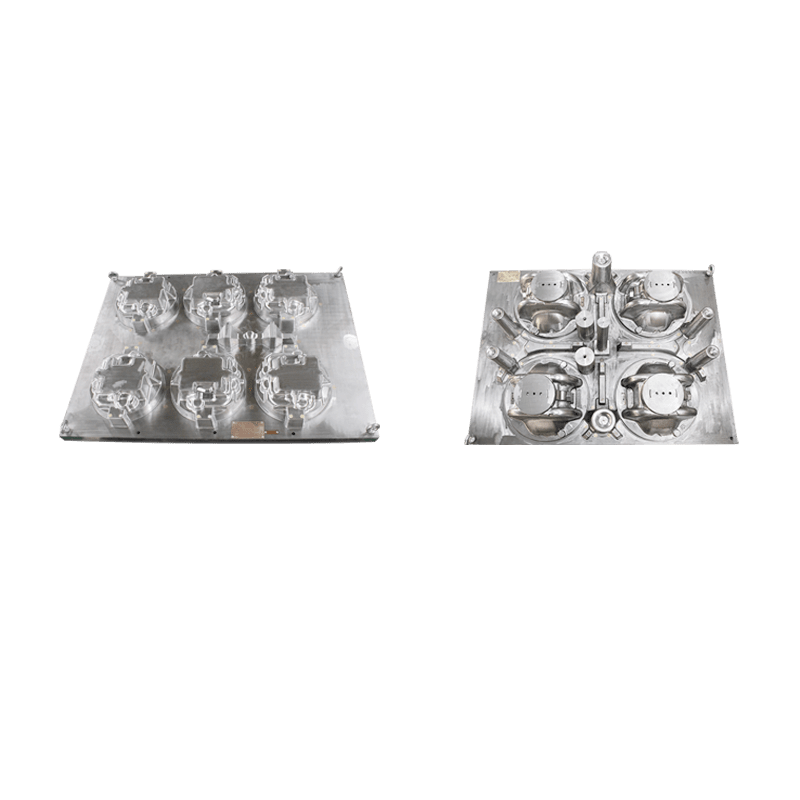
Il motivo principale della cavitazione è che il design dello stampo viola i principi di progettazione di cui sopra. Sul percorso del corridore attraverso il quale scorre il liquido in lega di alluminio, l'area della sezione trasversale del corridore si espande. Quando l'alluminio fuso scorre attraverso il canale interno in espansione, si verificherà un'espansione del volume e un'improvvisa caduta di pressione, con conseguente formazione di cavità a pressione negativa (o scavate) nell'alluminio fuso. Quando l'iniezione è pressurizzata, la cavità scoppia nel canale e all'interno della cavità dello stampo. Quando scoppia, forma un'esplosione interna, che può generare un'enorme energia. Quando il prodotto viene realizzato, le continue implosioni multiple provocano deformazioni per fatica sulla superficie dello stampo metallico o del canale, formando fosse visibili ad occhio nudo. Corrispondentemente, sulla superficie del prodotto colato si formano fossette sporgenti.
Metodi per evitare la cavitazione nella pressofusione ad alta pressione - corretta progettazione del canale dello stampo
Nella progettazione del corridore dello stampo, è necessario seguire i seguenti principi: l'area della sezione trasversale del corridore dalla torta deve essere ridotta e quando il corridore ha rami, l'area della sezione trasversale del principale il corridore deve essere più grande di due o più corridori di diramazione La somma delle aree della sezione trasversale.